



Hallituse spetsifikatsioonid
|
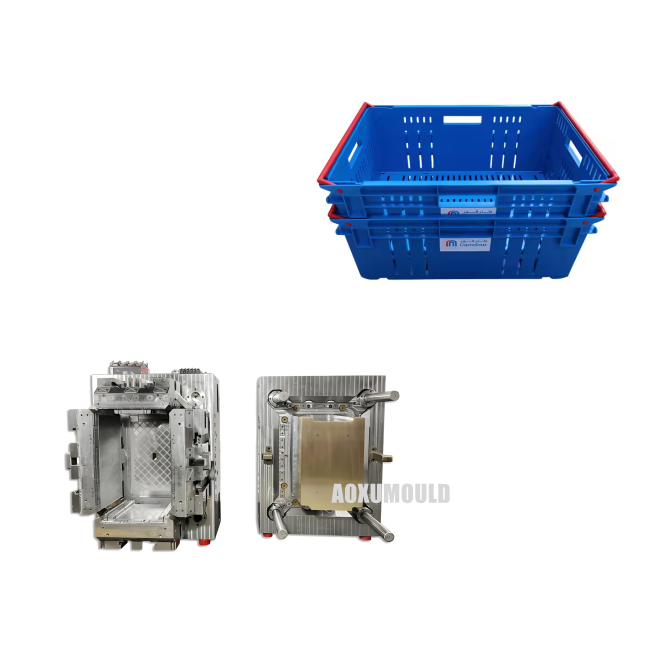
Hallitusnimi |
Plastist pesitsemiskasti hallitus |
|
Tootematerjal |
HDPE/PP |
|
Tootesuurus |
600 x 400 x 300mm |
|
Hallitusmaterjal õõnsusele &. Tuum |
P20/718H/H13/2738 |
|
Õõnsus |
1 õõnsus |
|
Süstimissüsteem |
Kuum jooksja |
|
Sobiv süstimismasin |
480T |
|
Hallituse suurus |
1050x780x700mm |
|
Hallituskaal |
6200 kg |
|
Hallituse eluiga |
Rohkem kui 500, 000 pcs |
|
Tarneaeg |
50 päeva |
Mis's VarustusKas vajamePlastKastTootmisliin?
1.Raw materjali käitlemissüsteem
Tooraine, punkri kuivati, automaatlaadur, segamise segisti segamine
2.Moldimise seadmed
Süstevormimismasin, hallitus.
Oleme spetsialiseerunud suure jõudlusega sissepritsevormide kavandamisele ja tootmisele erinevat tüüpi plastist pesitsemiskastide/konteinerite jaoks.
3.jahutus &. Demolding
Jahutise üksus, robotik käsi
4.Posti töötlemise seadmed
Tormimismasin, printimissüsteem
Kuidas plastkastid on vormitud?

Plastist pesitsuskastid (nimetatakse ka plastist toteteks või anumiteks) toodetakse tavaliselt sissepritsevormimise kaudu, mis on masstootmise suure tõhususega protsess.
1. Materiaalne ettevalmistus
- Tooraine: polüpropüleen (PP) või suure tihedusega polüetüleeni (HDPE) graanulid valitakse nende vastupidavuse, kergete omaduste ja taaskasutatava jaoks.
- Kuivatamine: Graanulid kuivatatakse niiskuse eemaldamiseks, tagades optimaalse sulamise ja vormimise jõudluse.
2. süstimise vormimistsükkel
- Sulamine: graanulid juhitakse süstimisvormimismasinasse ja kuumutatakse sula olekusse (tavaliselt 200–300 kraadi).
- SISSEJUHATUS: sulaplasti süstitakse kõrgsurve all kasti kujuga eelnevalt kujundatud terasvormi õõnsusse.
- Jahutamine: vorm jahutatakse kiiresti (veekanalite kaudu), et tahkuda kasti struktuuriks.
- Väljaheide: kui see on karastatud, avaneb vorm ja ejektori tihvtid lükkavad valmis aediku välja.
3. hallituse kujundus
- Kohandamine: Halvid on kasti suuruse, seina paksuse, käepidemete ja virnastamisfunktsioonide määratlemiseks täpsed kujundatud.
4. järeltöötlus
- Kärbimine: liigne plastik (nt vilkumine servade ümber) eemaldatakse käsitsi või automatiseerimise kaudu.
- Kvaliteedikontrollid: kaste kontrollitakse defektide, mõõtmete täpsuse ja koormuse kandevõime osas.
-Valikulised lisandmoodulid: lisada võib selliseid funktsioone nagu libisemisvastased tekstuurid, sildid või RFID-sildid.
5. automatiseerimine ja tõhusus
Kaasaegsed rajatised kasutavad vormide ja valmistoodete käitlemiseks robotrelvi, võimaldades pidevat ööpäevaringset tootmist minimaalsete jäätmetega.
See protsess tagab, et plastkastid on vastupidavad, kerged ja ideaalsed logistikaks, põllumajanduseks või jaemüügiks.
KuidasTo kujundus TTema struktuurAPlastPesitsemineKast MouLD?

Plastikust pesitseva aediku kujundamine hõlmab süstemaatilist lähenemist, et tagada funktsionaalsus, tootvus ja tõhusus. Siin on struktureeritud jaotus:
1. osa kujundamise kaalutlused
- kitsenevad seinad: rakendage vertikaalsetele seintele 1–3 -kraadine nurk, et hõlbustada laskumist ja pesitsemist. Tasakaalustage eelnõude nurk, et vältida pesastatud kastide liigset ruumi.
- Seina ühtlane paksus: defektide vältimiseks hoidke 2–4 mm paksust (reguleerige materjali, nt PP või HDPE). Ribid peaksid olema 5 0 - 70% seina paksusest 0,5–1 -kraadise süvisega.
- Struktuurilised tugevdused: lisage tugevuse jaoks ribid ja küljed. Joondage ribid demoldingsuunaga ja tagage nõuetekohane eelnõu.
- Käepidemed/virnastamisfunktsioonid: disaini käepidemed raadiuses väljalõikedena, et vältida stressi kontsentratsiooni. Stabiilseks virnastamiseks lisage põimivad veljed/huuled.
2. hallituse konstruktsiooni kujundus
- südamik ja õõnsus: jagage hallitus kaheks pooleks (sisepinna südamik, õõnsus välimiseks). Veenduge, et lahutusjoone paigutamine vähendab välklambi nähtavust (nt piki aediku servi).
- Vention: integreerige madalad vedelikud (0. 0 2–0,04mm) lahutusjoone ja sügavate ribide juurde, et vältida õhupüüdureid.
- Jahutussüsteem: ühtlase jahutamiseks kasutage konformaalseid jahutuskanaleid paksude sektsioonide (nt ribide) lähedal. Mõelge sügavate piirkondade deflektoritele/mullidele.
- väljutussüsteem: positsioneerimisnõelad ribide ja servade alla ühtlase jõu jaotamiseks. Vajadusel kasutage suurte pindade jaoks stripparplaate.
-Gation: valige servaväravad, et tagada nähtavate märkide ühtlane ja minimeerimine. Vältige keskväravaid, kui pole vaja sümmeetriaks.
3. Materjal ja tootmine
- Hallitusmaterjal: valige suure mahuga tootmiseks P20/H13 terast; Prototüüpide alumiinium/madalmaht.
- kokkutõmbumise kompensatsioon: hallituse mõõtmed materjali kokkutõmbumise teel (nt 1,5–2% PP jaoks).
- Pinna viimistlus: rakendage tekstuur ejektorijälgede peitmiseks ja haarde parandamiseks. Vältige kõrge läikega viimistlust.
4. Valideerimine ja testimine
-Simulatsioon: kasutage hallituse voolu analüüsi, et ennustada täitmisharjumusi, jahutamist ja võimalikke defekte (keevisliinid, lõime).
- Prototüüpimine: test 3D-trükitud või pehmete vormide abil, et kontrollida pesitsemist, tugevust ja ergonoomikat.
- Tolerantsid: tagage omavaheliste funktsioonide tihedate tolerantside tagamiseks järjepideva pesitsemise tagamiseks.
5. Keerukuse vältimine
- Alusraiud: disainilahendused lihtsad väljalõigeteta, ilma alalõiketa, et välistada vajadus slaidide/tõstjate järele.
- Lihtsustatud väljutus: kleepumise vältimiseks optimeerige mustandite nurkade ja ejektori paigutust.
OlemaAVajalik kuum jooksja süsteemFvõi plastPesitsemineKasti süstimine MOulds?

Otsus kasutada kuuma jooksja süsteemi plastkastide sissepritsevormides sõltub:
1. tootmismaht
-Soovitatav kuum jooksja: Pikaajaliseks suureks tootmiseks (nt 100K+ ühikud) vähendab see materiaalseid jäätmeid, lühendab tsükli aega ja vähendab kulusid.
- Külm jooksja piisav: väikeste partiide või lihtsate vormide korral pakuvad külmad jooksjad madalamaid ettemakseid.
2. tootekujundus
- Plastiskastid on tavaliselt õhukese seinaga ja struktuurilt lihtsad. Kuuma jooksja tagab sulamise ühtlase jaotuse, minimeerides defekte nagu kraanikaussi või lõime.
- Kuumad jooksjad paistavad silma mitme värava kujundusega, tasakaalustades sulavoolu.
3. Maksumus vs tõhusus
- Kuumad jooksja plussid: kõrvaldab jooksja vanaraua, kiirendab tsüklit, vähendab järeltöötlust.
- Kuumad jooksja miinused: kõrgemad hallituse kulud, keeruline hooldus ja täpsed temperatuurikontrolli nõuded.
Hallituse komponendid
Hallitusratas

Kuum jooksja süsteem

Standardosad

Pakett &. Tarnimine

KuidasTo Kas säilitada kastiplaatide sissepritsevormid?
Plastiskastide sissepritsevormide nõuetekohane hooldus on kriitilise tähtsusega toote kvaliteedi tagamiseks, hallituse eluea pikendamiseks ja tootmise seisaku vähendamiseks. Hallitushoolduse tõhusaks hoolduseks järgige neid juhiseid:
1. igapäevane hooldus
A. Puhas pärast kasutamist:
- Eemaldage hallituse pinnalt, õõnsused ja õhuavad pehmete pintslite või suruõhu abil jääkplast, tolm või praht.
- Vältige pinna kriimustuste vältimiseks abrasiivseid tööriistu.
B.
-Kandke tihvtide, ejektori tihvtide ja libisevate komponentide juhtimiseks õhuke kiht kõrgtemperatuuriga vastupidavat määrdeainet.
- Saastumise vältimiseks kasutage mittesilikoonide määrdeaineid.
C.InPECT kahjude pärast:
- Kontrollige kriitiliste komponentide kulumist, pragusid või korrosiooni (nt südamikud, õõnsused, ejektorisüsteemid).
- lahendada eskaleerumise vältimiseks viivitamata väiksemaid probleeme.

2. perioodiline sügav puhastamine
A. KOMPONENTID
- Põhjalikuks puhastamiseks demonteerige ejektori tihvtid, liugurid ja jahutuskanalid.
- Kangekaelsete jääkide jaoks kasutage ultraheli puhastamist või spetsialiseeritud hallituse puhastusvahendeid.
B. Jahutamissüsteemi hooldus:
- loputage jahutuskanaleid, et vältida skaala kogunemist või ummistusi.
- Veenduge, et ülekuumenemise vältimiseks veenduge järjekindel jahutusvedelik.
3. korrosiooni ennetamine
A. Rakendivastased katted:
- Kasutage rooste inhibiitoreid või kaitsepihustid hallituspindadel, eriti pikaajalise ladustamise ajal.
- Kontrollige õhuniiskust:
- Hoidke vorme kuiva, temperatuuriga juhitavas keskkonnas (ideaalne õhuniiskus:<50%).
4. joondamine ja kalibreerimine
A. Kontrollige hallituse joondamist:
- Kontrollige hallituse poolte nõuetekohast joondamist, et vältida ebaühtlast kulumist või vilkumist.
- Kasutage kohandamiseks täppisriistu (nt, valimisnäitajad).
B. Monitori kinnitusjõud:
- Veenduge hallituse deformatsiooni vältimiseks optimaalne kinnitusrõhk.
5. remont ja asendamine
- parandage väikesed kahjustused kohe:
- parandage kriimustusi või mõlke, kasutades poleerimist või EDM -i (elektrilahenduse töötlemine).
- Asendage kulunud osad:
- Funktsionaalsuse säilitamiseks asendage vananevad ejektori tihvtid, puksid või tihendid.
6. Salvestage parimad tavad
A. Protekti hallituspinnad:
- Katke pinnad hallituse vabastamisvahendiga või rasvavastase õliga enne säilitamist.
B. kasutavad tugiplokke:
- Sisestage hallituse pooled puidust/metallplokid, et leevendada komponentide pinget.
7. Dokumentatsioon ja. Koolitus
- säilitada logisid:
- Jälgitavuse registreerimise kuupäevad, probleemid ja remont.
- rongioperaatorid:
- Veenduge, et töötajad järgivad korralikke käitlemise protseduure ja ohutusprotokolle.
Klientide tagasiside

Klientide tagasiside
Miks valida meid oma plastikust pesitsevate kastide sissepritsevormide jaoks?
1. ekspertiis &. Täppisööde
Üle 16-aastase spetsialiseeritud kogemusega süstevormi kujundamisel ja tootmisel pakume plastkastidele kohandatud ülitäpseid vastupidavaid vorme. Meie insenerimeeskond ühendab tipptasemel CAD/CAM-tehnoloogia praktiliste tööstuse teadmistega, et optimeerida hallituse jõudlust, tagades veatu tootmistsüklid ja laiendatud tööriistade eluiga.
2. Kohandatud lahendused iga vajaduse jaoks
Ükskõik, kas vajate virnastatavaid kaste, õhutatud disainilahendusi, raskeveokite konteinereid või tööstusespetsiifilisi funktsioone, meisterdame vormid, mis vastavad teie täpsetele spetsifikatsioonidele. Meie koostöö lähenemisviis tagab, et teie disainvisioon muutub reaalsuseks.
3. kulutõhus tootmine
Me võimendame pikaajaliste kulude vähendamiseks täiustatud materjale ja sujuvamad protsessid. Meie vormid minimeerivad materiaalseid jäätmeid, kiirendage tsükliaegu ja toetavad oma investeeringutasuvuse suurendamist.
4. Kvaliteedi garanteeritud
Ranged QA/QC protokollid igas etapis prototüüpimiseni kuni lõplike testimise ja tõenditega defektivabade vormideni. Me eelistame vastupidavust, mõõtmete täpsust ja hoolduse lihtsust.
5. kiire pöörde, globaalne käeulatus
Agiilsed tootmise töövood ja tõestatud kogemused õigeaegse kohaletoimetamise kohta, isegi keerukate projektide jaoks. Teenindame kliente kogu maailmas, pakkudes otsast lõpuni toetust alates disainist kuni müügijärgse teenuseni.
6. Jätkusuutlikkusepõhine uuendus
Kujundame ringlussevõetavate materjalide (nt PP, HDPE) ja energiasäästliku tootmise vormid, aidates teil keskkonnasõbralikke eesmärke täita, kahjustamata jõudu või funktsionaalsust.





