



Hallituse spetsifikatsioonid
|
Hallitusnimi |
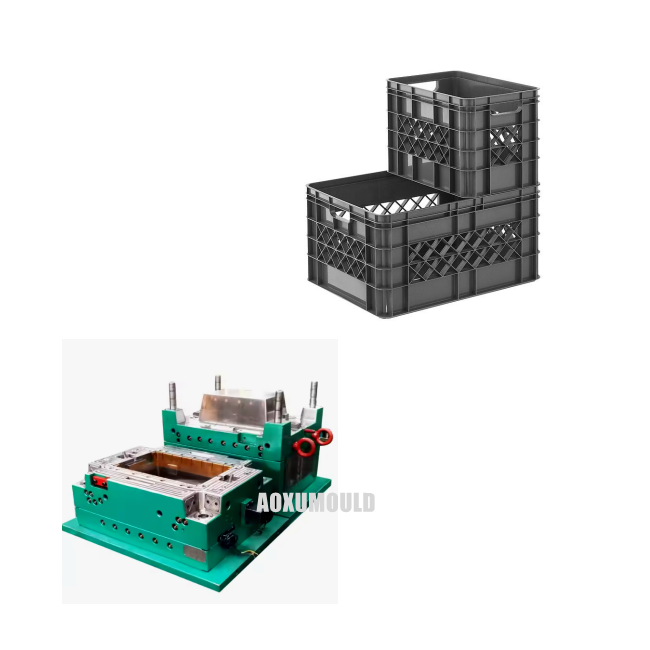
Plastist virnastatav ladustamiskast hallitus |
|
Tootematerjal |
HDPE polüetüleeni |
|
Tootesuurus |
L 570 X W 370 X H 205mm |
|
Tootekaal |
1,57 kg |
|
Hallitusmaterjal õõnsusele &. Tuum |
P20/718H/H13 |
|
Õõnsus |
1 õõnsus |
|
Süstimissüsteem |
Kuum jooksja |
|
Sobiv süstimismasin |
650T |
|
Hallituse suurus |
850x580x900mm |
|
Hallituskaal |
3200 kg |
|
Hallituse eluiga |
Rohkem kui 500, 000 pcs |
|
Tarneaeg |
55 päeva |
Miks vajame plastkastide jaoks hallitust?

Peame plastkastide jaoks vormi valmistama mitmel põhjusel.
1. Hallitus annab plastkastile selle konkreetse kuju. See võimaldab luua järjepidevat ja täpset disaini. Näiteks kui soovite, et kõigil kastidel oleks sama suurusega sektsioonid ja välimine mõõtmed, tagab vorm selle ühtluse.
2. see võimaldab masstootmist. Kui vorm on valmistatud, saab palju identseid plastkastid kiiresti ja tõhusalt toota. See on palju praktilisem kui proovida iga aedikut käsitsi kujundada, mis oleks väga aeg - tarbitav ja tooks toodetes palju erinevusi.
3. Valmistoote kvaliteeti saab hallitusega paremini juhtida. Hold saab luua vajalike piirkondade õige paksuse ja tugevusega aediku loomiseks, muutes aediku vastupidavamaks ja sobivaks eesmärgiks.
KuidasVormiminePlastist ladustamiskastid?
Kuidas kujundada plastist ladustamiskesta hallitust?
1.Produkti analüüs
• Mõista salvestuskasti kuju, suurust ja konstruktsioonivajadusi põhjalikult. Mõelge sellistele üksikasjadele nagu kõrgus, pikkus, laius ja kõik eripärad, näiteks käepidemed, sektsioonid või virnastamiselemendid.
• Analüüsige koormuse - kandevõime ja kasti kasutamist seina sobiva paksuse ja tugevdusalade määramiseks. Näiteks kui aedik on mõeldud raskete esemete hoidmiseks, võib olla vaja paksemaid seinu.
2.Kuistage tüübi valimine
• Otsustage kahe plaadiga vormi või kolme plaadiga vorm. Kahe -plaadi vorm on lihtsam ja sagedamini kasutatakse vähem keerukate osade jaoks. Kolmeplaadi vorm võib olla parem osade jaoks, mille funktsioonid vajavad keerukamat väravat, näiteks mitmete õõnsusvormide jaoks suure mahu tootmiseks.

3.Viitsus ja põhidisain
• Kujundage õõnsus, et moodustada aediku välimine kuju ja südamik, et kujundada siseosa. Veenduge, et külgseintel oleks piisavalt süvitusnurka (tavaliselt 1 - 3 kraadi), mis võimaldaks vormilt osa hõlpsaks väljutada.
• Mõelge mis tahes sisetükkide või funktsioonide asukohale, nagu kruvikostid või hinged, ning kujundage õõnsus ja südamik, et neid täpselt mahutada.
4. GATING süsteem
• Valige sobiv väravameetod. Plastist ladustamiskastide puhul võib kaaluda servavärava või kuuma - jooksja väravat. Edge värav on lihtne variant, mis võimaldab sula plastikust servast hallituse õõnsusele siseneda. Kuumad - jooksjasüsteemid võivad vähendada materiaalseid jäätmeid ja tagada parema kontrolli sissepritseprotsessi üle.
• Arvutage värava suurus plastmaterjali mahu ja vooluomaduste põhjal, et tagada vormi õõnsuse ühtlane täitmine.
5. Jahutussüsteem
• Kujundage tsükli aja vähendamiseks tõhus jahutussüsteem. Jahutuskanalid puuritakse tavaliselt õõnsuse ja südamiku lähedal asuvatesse hallitusplaatidesse. Kanalite paigutus peaks olema selline, et see tagaks väänamise vältimiseks ühtlase jahutuse.
• Kaaluge jahutuskanalites kitsutamise või mullide kasutamist paksemate sektsioonidega piirkondade tõhusamaks jahutamiseks.
6. Eesmärgistussüsteem
• Valige sobiv väljutusmehhanism, näiteks ejektori tihvtid, stripparplaadid või õhu väljutamine. Tavaliselt kasutatakse ejektori tihvte ja need tuleks paigutada piirkondadesse, mis võimaldavad piisavat jõudu vormist välja lükata ilma seda deformeerumata.
• Arvutage osa geomeetria ja plasti ja hallituse pinna hõõrdumise alusel vajalik väljutusjõud.
7.Kui materiaalse valikuga
• Valige hallitusmaterjal, mis talub suurt süstimisrõhku ja temperatuure. Tavaliselt kasutatavad materjalid hõlmavad tööriistateraseid nagu P20 või H13. Valik sõltub sellistest teguritest nagu tootmismaht, kasutatav plasti tüüp ja vajalik pinnaviimistlus.
8.Tolerantsi ja täpsuse kujundamine
• Seadke hallituse õõnsuse ja südamiku mõõtmete jaoks sobivad tolerantsid, et tagada toodetud salvestuskast nõutavatele spetsifikatsioonidele. Mõelge sellistele teguritele nagu plastmaterjali kokkutõmbumine jahutamise ajal.
.
Plastist ladustamise kasti hallituse terasest tüüp

Kui tegemist on terasest tüüpi plastist ladustamisvormide jaoks, kasutatakse tavaliselt mitmeid võimalusi:
1.P20 terast
Omadused: see on eelne karastatud teras, millel on hea masin. Sellel on suhteliselt hea kareduse ja sitkuse tasakaal. Karedus ulatub tavaliselt 28 - 36 hrc.
Eelised: see talub süstimissurvet hästi vormimisprotsessi ajal. See sobib keskmise - kuni - suure mahuga plastosade, näiteks hoiukastide jaoks. P20 terase abil saavutatud pinnaviimistlus võib pärast korralikku poleerimist üsna hea, mis on kasulik vormitud kastide ilmumiseks.
Piirangud: äärmiselt suure mahu tootmiseks või väga abrasiivsete plastide kasutamisel võib see kuluda kiiremini kui mõned kõrgema jõudlusarad.
2.H13 teras
Omadused: H13 on kuum tööriista teras. Sellel on suurepärane kuumuskindlus ja ta talub korduvate plastplaatide tsüklitega seotud kõrgeid temperatuure. Sellel on kõvadus 48 - 52 hrc pärast kuumtöötlust.
Eelised: see on väga vastupidav ja saab hakkama kõrge rõhu sissepritsega vormimisega. See teeb sellest suurepärase valiku suurte - suurusega või keerukad ladustamiskestad, kus hallitus on märkimisväärse stressi all. Sellel on ka hea vastupidavus termilisele väsimusele, mis on oluline pidevalt kasutatavate vormide jaoks.
Piirangud: see on kallim kui P20 terasest ja nõuab oma optimaalsete omaduste saavutamiseks tootmisprotsessi ajal hoolikamat kuumtöötlust.
3.718 terast
Omadused: 718 teras on kroom - nikkel - molübdeenide sulamteras. Sellel on kõrge tugevus ja hea mõõtmete stabiilsus. Kõvadust saab nõuetekohase kuumtöötluse kaudu reguleerida vastavalt konkreetsetele nõuetele.
Eelised: see tagab suurepärase poleeritavuse, nii et vormitud osadel on sile ja läikiv pind. See sobib plastkastide vormimiseks, mis vajavad kõrge kvaliteediga välimust. Sellel on ka hea vastupidavus kulumisele ja korrosioonile, mis aitab hallituse eluiga pikendada.
Piirangud: Sarnaselt H13 -ga on see suhteliselt kulukas ja tootmisprotsessi tuleb täpselt kontrollida, et selle omadusi täielikult kasutada.
Kui kaua hallitus kestab?
Plastist aediku vormi eluiga võib sõltuvalt mitmest tegurist märkimisväärselt erineda.
Kui hallitus on valmistatud kõrgest kvaliteetsest terasest, näiteks H13 ja on hästi hooldatud ja seda kasutatakse suhteliselt vähem abrasiivsete plastide jaoks, võib see kesta sadade tuhandete kuni üle miljoni süstimistsükli. Näiteks kaevu - käitamisrajatises, kus vormi kasutatakse polüetüleenist või polüpropüleenist valmistatud tavaliste laduskastide tootmiseks, ning korraliku hoolduse, näiteks regulaarse puhastamise, määrimise ja temperatuuri juhtimisega, võib vorm kesta 500, {{{{{{{{{{{{{{{{{{{{{{{{{ 5}} tsüklid või rohkem.
Kui vorm on valmistatud madalamast materjalist või kui seda kasutatakse abrasiivsete täiteainetega plastide vormistamiseks või kui see on ebaõigele käitlemiseks (näiteks üle süstimisrõhk, kehv jahutamine, mis põhjustab väändumist, või ebapiisav väljaviskamine viivad viivad nihkeid viivad ebapiisavat väljaviskamist Kahjustuse osaliseks eemaldamise ajal) võib selle eluiga olla palju lühem. Äärmuslikel juhtudel võib hallitus kesta vaid paar tuhat tsüklit enne märkimisväärset kulumist, pragunemist või muid kahjustusi, mida see kasutamiskõlbmatuks saab.
Pakett &. Tarnimine

Hallituse komponendid
Hallitusratas

Kuum jooksja süsteem

Standardosad

Kuidas ladustada plastvorme?
1. Puhastamine enne ladustamist
Puhastage vorm põhjalikult, et eemaldada jääkplast, mustus või praht. Kasutage sobivaid puhastusvahendeid, mis sobivad hallitusmaterjali jaoks. Näiteks terasvormide jaoks võite kõigi kleepunud plastosakeste ära nühkimiseks kasutada kerget pesuvahendit ja pehmet harjastatud pintslit.
Puhastage kindlasti ka jahutuskanalid. Loputades neid puhastuslahusega ja kuivatades seejärel rooste või hallituse kasvu vältimiseks.
2. Kasutage kaitsekatte
Kandke rooste - ennetav kate hallituspindadele, eriti kui see on valmistatud metallist. Saadaval on mitmesuguseid kaubanduslikke rooste - ennetavad õlid. Katke kogu hallituse õõnsus, südamik ja muud metalliosad, moodustades kaitsetõkke niiskuse ja oksüdatsiooni eest.
3. Lihvitud pindadega vormide jaoks kasutage viimistluse säilitamiseks mitte abrasiivset katte. See aitab säilitada hallituse pinnakvaliteeti, mis on järgnevate plastkastide kvaliteedi jaoks oluline.
Nõuetekohane salvestuskeskkond
Hoidke vormi kuivas, jahedas ja hästi ventilatsioonis. Vältige selle suure õhuniiskusega kohas, kuna see võib põhjustada rooste moodustumist. Suhteline õhuniiskuse tase alla 60% on üldiselt ideaalne.
Asetage vorm tasasele, stabiilsele pinnale või sobivatele ladustamistele. Vältige deformatsiooni vältimiseks hallituse peale raskete objektide virnastamist. Võimaluse korral kasutage hallituse - spetsiifilisi ladustamisraami, mis toetavad vormi kuju ja kaalu jaotust.
4.Label ja inventar
Märgistage hallitus selgelt sellise teabega nagu selle osanumber, selle jaoks mõeldud plastkasti tüüp ja viimase kasutamise või hoolduse kuupäev. See aitab hõlpsalt tuvastada ja otsida.
Hoidke kõigi ladustatud vormide, sealhulgas nende ladustamiskoha, seisukorra ja nendega seotud lisaseadmete või varuosade varude rekord.

Klientide tagasiside

KKK
K: Milliseid tegureid tuleb hallituse kujundamisel arvestada?
V: Arvesse tuleks arvestada selliseid tootevajadusi nagu aediku suurus, kuju, struktuurne tugevus ja demoldingmeetod, aga ka vormimisprotsessi tegurid, näiteks materjali voog, jahutamine ja õhutamine. Samuti on põhjaliku disaini jaoks vajalikud kulude ja tootmise tõhususe kaalutlused.
K: Milliseid materjale kasutatakse tavaliselt plastist ladustamisvormide valmistamiseks?
V: Tavaliselt kasutatav hallitusmaterjal on teras, näiteks P20, 718H, H13, SKD61 jne. Nendel materjalidel on hea kulumiskindlus, kõrge kõvadus ja suurepärane termiline stabiilsus.
K: Kuidas tagada hallitusmaterjalide kvaliteet?
V: Valige tavalise materjali tarnija ja kontrollige materjali kvaliteedisertifikaate, näiteks materiaalseid aruandeid ja kuumtöötluse aruandeid. Viige läbi materjalide, sealhulgas kareduskatsete ja metallograafilise analüüsi ülevaatusi, et tagada projekteerimisnõuetele vastav.
K: Kuidas mõjutab hallituse töötlemise täpsus plastist ladustamiskasti kvaliteeti?
V: Töötlemise täpsus mõjutab otseselt mõõtmete täpsust, välimuse kvaliteeti ja aediku kokkupaneku jõudlust. Ülimalt hallituse töötlemine võib tagada aediku täpse ja ühtlase suuruse, millel on sile pinna ja puuduvad puudused nagu Burrs ja Flash, parandades aediku kvaliteeti ja jõudlust.
K: Kuidas tagada vormi töötlemise täpsus?
V: Kasutage täiustatud töötlemisseadmeid ja tehnikaid, näiteks CNC töötlemiskeskused ja elektrilahenduse töötlemine. Töötlemisprotsessi ajal järgige rangelt disaininõudeid ja kasutage täppismõõtmisseadmeid, et teostada hallituse kriitilisi mõõtmeid reaalajas tuvastada ja reguleerida.
K: Mida tuleks teha, kui keevisliinid ilmuvad süstimisvormimise käigus?
V: Lahendusi saab otsida neljast aspektist: hallitus, seadmed, toorained ja protsess. Reguleerige vormi temperatuuri asjakohaselt, muutke jooksja laiust, värava ristlõiget ja asukohta ning laiendage õhutuskanalit. Seadmete jaoks pikendage vormimistsüklit või asendage masin suurema plastifitseerimisvõimega. Toorainete jaoks veenduge, et need oleksid kuivad, ja vältige vedelate lisandite lisamist ning lisada saab sobivaid määrdeaineid või stabilisaatoreid. Protsessi jaoks suurendage süstimisrõhku ja aega, reguleerige sissepritsekiirust ja minimeerige hallituse vabastajate kasutamist.
K: Millised probleemid põhjustavad süstimisvormimise ajal hallituse kehva õhutamise?
V: See põhjustab raskusi sulamise täitmisel, mille tulemuseks on ebapiisav süstimismaht ja võimetus õõnsust täita. Õõnsuses moodustub ka kõrgrõhk, võimaldades gaasil siseneda plastikusse, põhjustades kvaliteedivefekte nagu tühimikud, poorid, lahtised konstruktsioonid ja hõbedased triibud, mis mõjutavad plastist osa mehaanilisi omadusi ja välimuse kvaliteeti.





