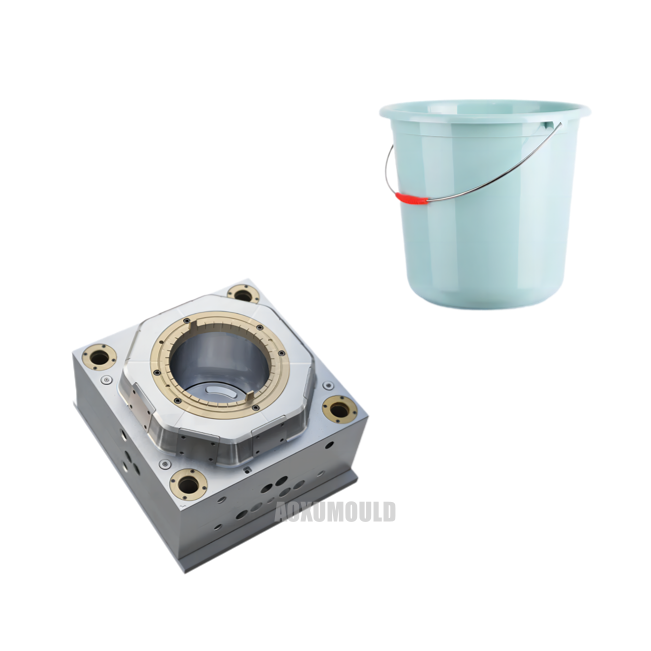




Hallituse spetsifikatsioonid
|
Hallitusnimi |
Plastist vee ämbri vorm |
|
Tootematerjal |
Lk |
|
Tootesuurus |
240x320x290mm (sisaldavad rattaid) |
|
Tootekaal |
550g |
|
Hallitusmaterjal õõnsusele &. Tuum |
C45, P20, 718, 2738 |
|
Hallituspõhi |
C45 |
|
Süstimissüsteem |
Kuumad jooksja avatud väravad või klapi väravad |
|
Sobiv süstimismasin |
550T |
|
Hallituse suurus |
490x630x575mm |
|
Hallituse eluiga |
Rohkem kui 300, 000 pcs |
MisDetailDo YouNEEDTo PayAvastutusTo WkanaDesigningPlastBucket?

1. Materjalivalik: valige kvaliteetsed plastist toorained, et veenduda, et ämbril oleks piisav tugevus ja vastupidavus. Samal ajal on vaja tagada, et valitud plastmaterjalid vastaksid asjakohastele ohutusstandarditele ega sisalda kahjulikke aineid.
2. Mahutavuse kujundamine: ämbri maht tuleks kujundada vastavalt kasutajate vajadustele ja kasutada stsenaariume, mis tuleks tagada vee koguse täitmise piisav ning arvestada kande- ja kasutamise mugavusega.
3. Konstruktsioonidisain: ämbri konstruktsiooni kujundus peaks olema mõistlik, tagada see, et see on kindel ja stabiilne ning seda pole lihtne deformaerida ega kahjustada. Eriti ühenduse osade ja käepidemete kujundamisel on vaja tagada koormuse kandevõime ja mugavus.
4. ämbri suu kujundus: ämbri suu kujundus peaks arvestama vee valamise ja puhastamise mugavusega ning kaliibriga peaks olema mõõdukas, lihtne vett valada või puhastada.
5. Välimuse kujundus: lisaks funktsionaalsusele on oluline ka ämbri välimuse kujundamine. Sellel on atraktiivne välimuse kujundus, nii et inimesed saaksid see lühidalt meeldida ja suurendada kasutajakogemust.
KuidasTo EnsureTtaLoad-Bkõrva-CosaPlastBucket?
Peamised meetmed koormuse kandmise mahu tagamiseks
1.Materjali valik
Suure tihedusega polüetüleeni (HDPE): vastupidav mõjule ja keemilisele korrosioonile on ämbrites tavaline materjal.
Polüpropüleen (PP): kerge ja kõrge temperatuuri suhtes vastupidav, kuid võib madalatel temperatuuridel muutuda rabedaks.
Materjali jäikuse parandamiseks lisage tugevdavad ained, näiteks klaaskiud või süsinikkiud.
2.Konstruktsiooni disaini optimeerimine
Alumine jäik: kujundage alumise rõhu jaotamiseks ruudustik või rõnga jäik.
Seina paksuse jaotus: alumine ja külgseinad on paksenenud (tavaliselt on kõige paksem) ja ülaosa saab sobivalt vedeldada.
Ümardatud üleminek: vältige parempoolse nurga kujundust, et vähendada stressi kontsentratsioonist põhjustatud rebenemisriski.
3.Tootmisprotsesside kontroll
Süstevormimisparameetrid: temperatuuri, rõhu ja jahutuskiiruse täpne juhtimine mullide või kokkutõmbumismärkide vältimiseks.
Vormi täpsus: tagage seina ühtlase paksuse ja vähendage defekte.
Ravijärgne: lõõmutamine sisemise stressi kõrvaldamiseks ja pikaajalise stabiilsuse parandamiseks.
4.Kvaliteedikontroll ja kontroll
Proovivõtu rõhu test: simuleerige tegelikku koormust, et tuvastada deformatsiooni või rebenemise kriitiline punkt.
Seina paksuse tuvastamine: ultraheli või laseri paksuse gabariit tagamaks, et paksus vastab standardile.
Läbivaatamise testid: kontrollige löögikindlust transpordis või kasutamisel.
5.Keskkonnaalane kohanemisvõime
Temperatuuri mõju: madala temperatuuriga keskkondades tuleks valida külmakindlad materjalid (näiteks modifitseeritud HDPE).
UV-kaitse: vananemise tõttu tugevuse kaotuse vältimiseks lisatakse UV-vastast ainet.
Teiseks, tavaliselt kasutatavad testistandardid
Plastist ämbreid tuleks kontrollida vastavalt rahvusvahelistele, riiklikele või tööstustandarditele, järgmised on tavalised standardid:
1. rahvusvahelised standardid
ASTM D1998: HDPE materjalide pikaajalise hüdrostaatilise tugevuse (nt hiilivatakistus) hindamine.
ASTM D2412: paralleelne plaatide laadimise test, mõõtes tünni korpuse survetakistust.
ISO 13268: maa -aluste plastmahutite tihendus jõudluse testimine temperatuuritsüklite all.
ISO 22498: plastist konteinerite tilkade testi meetod.
2. kodumaised standardid
GB/T 13508-2011: polüetüleenist puhutud vormitud konteinerite standard, mis katab hüdrostaatilised, tilgad ja muud testid.
Qb/t 2818-2017: plastist joogivee tünni tööstuse standard, mis täpsustab koormuse, tihendamise jms deformatsiooni kiiruse.
GB/T 4857.5: tilkade testi meetod pakendi transportimiseks (simuleeritud laadimis- ja mahalaadimisprotsess).
3. Katsemeetod
Staatiline koormuse test: koormuse nimikal (näiteks 1,5 -kordne nominaalvõimsus) 24 tunni jooksul, et kontrollida deformatsiooni või leket.
Läbiproov: vaba langus kõrguselt 1,2 kuni 1,5 meetrit (erinevad nurgad), et jälgida, kas see on katki.
Rõhu test: siserõhk kujundusväärtusele (näiteks 0. 1MPa), hoidke 30 minutit ilma lekketa.
Keskkonnakatse: testi muutused koormuse kandmise võimes kõrgel temperatuuril (60 kraadi C) või madal temperatuur (-20 kraad C).
Pikaajaline roomate test: koormus mitu kuud, et hinnata materjali vastupidavust deformatsioonile.
Toote ja. Vorm

MisAreTtaProcessingStepsAndRekvivalendidPlastVesi BucketVorm?

Esiteks plastist vee ämbri hallituse töötlemise etapid
1. KuuuLD disain
Tooteanalüüs: kujundus vastavalt ämbri suurusele, kujule, seina paksusele, tugevdamisele ja muudele nõuetele.
Jagamispinna kujundus: määrake vormi jagupind, et tagada sujuv demould.
Väravasüsteemi disain: disainijooksja, värava ja väljalaskesüsteem, et tagada ühtlane plastikust täitmine.
Jahutussüsteemi disain: kujundage jahutusvesi, et tagada vormi kiire ja ühtlane jahutamine.
Ejektorisüsteemi disain: kujundage vinge või ülemine plaat, et tagada toote sujuv vabanemine.
2. Materjali valik
Die teras: tavaliselt kasutatakse P20, 718, H13 ja muud kvaliteetset teras, mis nõuab suurt kõvadust, kulumiskindlust ja korrosioonikindlust.
Pinna töötlemine: näiteks nitrimine, kroomplaatimine jne, parandavad hallituse pinna kõvadust ja kulumiskindlust.
3. mouLD töötlemine
Karev: jahvatusmasinate, treipinkide ja muude seadmete kasutamine esialgseks töötlemiseks liigse materjali eemaldamiseks.
Viimistlus: täpne töötlemine CNC -tööpinkide abil, et tagada mõõtmete täpsus ja pinna viimistlus.
Elektriline väljalasketöötlemine (EDM): kasutatakse keerukate kujude ja peenete konstruktsioonide töötlemiseks.
Poleerimine: õõnsus ja südamik on lihvitud, et tagada sujuv pind.
4. KuuuLD Assamblee
Osade komplekt: koondage töödeldud osad, et tagada iga osa täpsus.
Tutvustamine: vormi testimiseks reguleerige valamissüsteemi, jahutussüsteemi ja väljutussüsteemi, et tagada vormi normaalne töö.
5. KuuuLD testimine ja korrigeerimine
Testvormi: kasutage hallituse testimiseks tegelikke tootmismaterjale, kontrollige toote suurust, pinna kvaliteeti ja demouldamistingimusi.
Parandus: vastavalt testi tulemustele parandatakse hallitust seni, kuni projekteerimisnõuded on täidetud.
Teiseks, plastist vee ämbri hallituse töötlemise nõuded
1. mõõtmete täpsus
Õõnsuse suurus: tagamaks, et õõnsuse suurus on täpne ja vastavalt toote kujundamise nõuetele, tavaliselt kontrollitakse tolerantsi {0. 05mm.
Sobiv täpsus: osad sobivad ühtlaselt, vältige välgu või hallitust.
2. pinna kvaliteet
Viimistlus: õõnsus ja südamiku pinna viimistlusnõuded on kõrged, tavaliselt peavad jõudma RA 0. 2 või vähem.
Puuduvad puudused: pinnal pole kriimustusi, pragusid, poorid ja muud puudused.
3. Struktuurne tugevus
Jäikus: vormil peaks olema piisav jäikus, et vältida deformatsiooni sissepritsevormimise ajal.
Kulumiskindlus: hallituse pind tuleb kulumiskindluse parandamiseks ja kasutusaja pikendamiseks karastada.
4. jahutussüsteem
Ühtne jahutus: jahutav vee kujundus on mõistlik tagada, et vormi kõik osad oleksid toote deformatsiooni vältimiseks ühtlaselt jahutatud.
Tõhus jahutamine: kõrge jahutamise efektiivsus, süstimistsükli lühendamine.
5. valamissüsteem
Voolutee disain: voolutee suurus on mõistlik, et tagada plastvool ja vähendada rõhukadu.
Värava kujundamine: värava asukoht ja suurus on asjakohased tootepinna defektide vältimiseks.
6. väljutage süsteemi
Sujuv väljutus: väljutussüsteemi disain on mõistlik, et tagada toodete sujuv vabanemine, deformatsiooni või kahjustuste vältimine.
Jälgi puudub: vinge positsioon on mõistlik, et vältida toote pinnale ilmseid hindeid.
7. Väljalaskesüsteem
Sileda heitgaaside: heitgaaside paagi konstruktsioon on mõistlik, et tagada hallitusseente sujuv väljaõpe ja vältida mullide või toote põletamist.
8. kasutusalu
Vastupidavus: hallitus peab olema pikk tööiga, mis nõuab tavaliselt rohkem kui 500, 000 korda.
Lihtne hooldus: hallituse konstruktsiooni disain on mõistlik, hõlpsasti hooldatav ja parandamine.
ProoviminePlastist vee ämbri vorm
Pakett &. Tarnimine

Hallituse komponendid
Hallitusratas

Kuum jooksja süsteem

Standardosad

KKK
K: Millisest materjalist on valmistatud plastkopa sissepritsevorm?
V: Kõige sagedamini kasutatav materjal süstimisvormide tootmiseks on kvaliteetne teras, näiteks P20, 718, 2738 jne.
K: Milline on plastvee ämbri hallituse valmistamine?
V: Hallituse valmistamise protsess hõlmab disainitehnikat, masinate programmeerimist, hallituse tootmine, hallituse testimine ja valideerimine.
K: Kas hallitust saab kohandada vastavalt toote konkreetsetele nõuetele?
V: Jah, vorme saab kohandada konkreetsete tootevajaduste järgi vastavalt projekti kujundamisele ja spetsifikatsioonidele.
K: Milliseid tegureid peaksime oma plastvormide tegemisel arvestama?
V: Mõned tegurid, mida tuleks plastvormide valmistamisel arvestada, hõlmavad toote kujundust, plastist materjali valikut, hallitusseadme valimist, sissepritsevormimismasinat, jahutusaega, hallituse hooldusnõudeid jne.
K: Kui kaua võtab plastvee ämbri vormi valmistamine aega?
V: Hallituse valmistamiseks vajalik aeg sõltub vormi keerukusest ja suurusest. Kuid tavaliselt kulub kuus kuni kaheksa nädalat.
K: Kuidas tagada hallituse kvaliteet?
V: Hallituse kvaliteedi tagamiseks tuleks kogu hallituse tootmise protsessis kasutada mõistliku disaini ja inseneri, kvaliteetseid materjale ja rangeid kvaliteedikontrolli protseduure.
K: Kui kaua hallitus kestab?
V: Holdiku eluiga sõltub hallituse kvaliteedist, hooldusmeetoditest ja töötingimustest. Hästi hooldatud hallitust saab kasutada sadu tuhandeid kordi.
K: Millised on plastist sissepritsevormide tegemise eelised?
V: Mõned plastvormide tootmise eelised hõlmavad kiiremat tootmisaega, madalamaid ühikukulusid, suurt täpsust ning võimalust toota keerulisi kujusid ja disainilahendusi.
K: Kas meie plastist vee ämbrivorme saab parandada ja hooldada?
V: Jah, meie plastist vee ämbri vorme saab hooldada ja hooldada, et pikendada nende kasutusiga. Regulaarne hooldus võib ära hoida rikkeid ja tagada kvaliteedi järjepidevuse.
Klientide tagasiside






