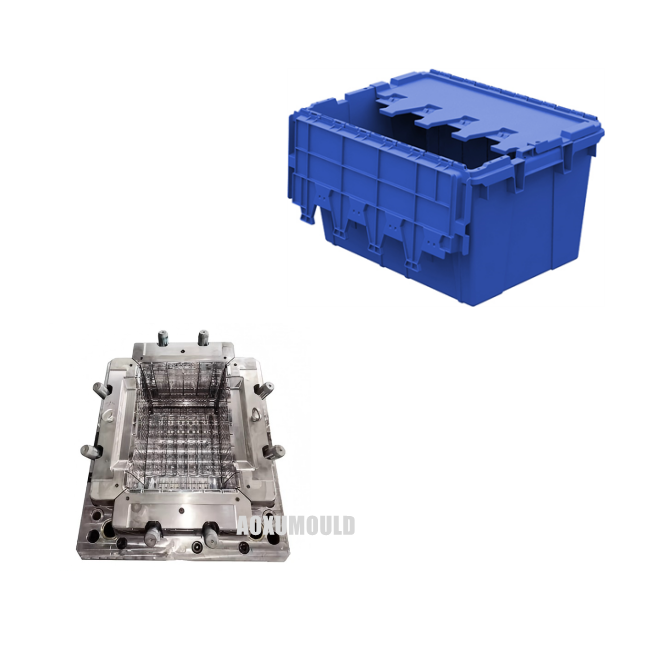



Vormi tehnilised andmed
|
Hallituse nimi |
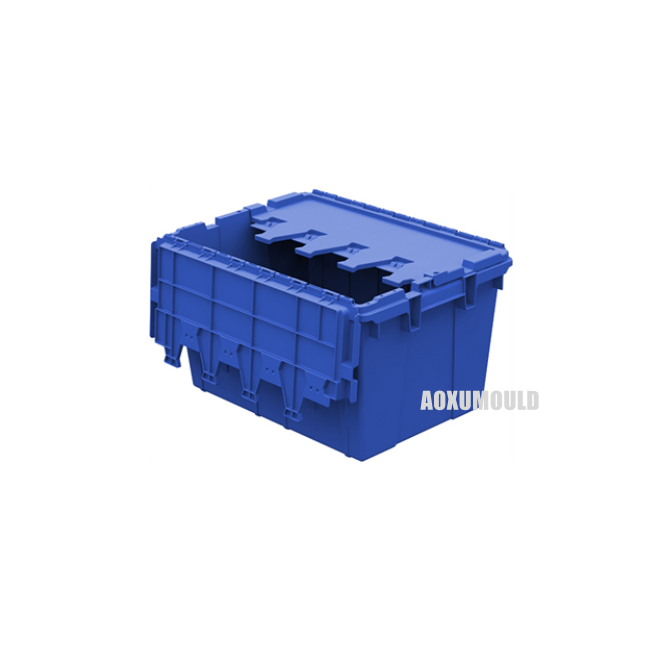
Plastist logistikakarbi vorm |
|
Toote materjal |
HDPE/PP |
|
Toote suurus |
600x400x280mm |
|
Toote kaal |
2,8 kg |
|
Vormimaterjal õõnsuse jaoks &. Tuum |
P20/718H/H13 |
|
õõnsuse NO-d |
1 õõnsus |
|
Sissepritsesüsteem |
Kuuma jooksja |
|
Sobiv süstimismasin |
650T |
|
Vormi suurus |
850X580X900mm |
|
Hallituse kaal |
3500 kg |
|
Hallituse eluiga |
rohkem kui 500,000tk |
|
Tarneaeg |
55 päeva |

Kuidas kujundada head plastist logistikakasti?
1. Määrake kindlaks eesmärk ja nõuded
Funktsionaalsus: kaaluge, milliseid esemeid kasti mahub. Näiteks kui see on mõeldud kergesti purunevate kaupade jaoks, peate võib-olla kujundama sisemised vaheseinad või polsterduselemendid. Kui see on mõeldud raskete esemete jaoks, peab kast olema suure koormusega – kandevõimega.
Suurus: Mõõtke ladustatavate või transporditavate esemete tüüpilised mõõtmed. Veenduge, et kastis oleks piisavalt ruumi, et oleks lihtne pakkida ja lahti pakkida. Ruumi kasutamise optimeerimiseks võtke arvesse ka kaubaaluste või laoriiulite standardseid suurusi.
Virnastatavus: kujundage kast nii, et seda saaks ohutult virnastada. See võib hõlmata funktsioone, nagu süvistatud ülemised ja põhjad, mis sobivad täpselt kokku või tugevdatud nurki, et toetada virnastatud kastide raskust.
Kaaluge materjali omadusi
Plastitüüp: valige sobiv plastmaterjal selliste tegurite alusel nagu tugevus, paindlikkus ja hind. Kõrge tihedusega polüetüleen (HDPE) on oma vastupidavuse, löögikindluse ja keemilise vastupidavuse tõttu levinud valik.
Seina paksus: määrake karbi seinte sobiv paksus. Paksemad seinad annavad rohkem tugevust, kuid suurendavad ka kulusid ja kaalu. Te võite kasutada tehnilisi arvutusi või simulatsioone, et leida optimaalne paksus kavandatud koormuse - kandevõime nõuete jaoks.
3. Kujundage struktuur
Alus ja küljed: alus peaks olema lai ja stabiilne, et vältida ümberminekut. Külgedele saab tugevuse suurendamiseks kujundada ribid või lainelised. Näiteks võivad vertikaalsed ribid suurendada kasti vastupidavust külgjõududele.
Käepidemed ja avad: sisaldavad käepidemeid, mida on lihtne haarata ja mis on piisavalt tugevad, et kanda laaditud kasti raskust. Kujundage ava nii, et see võimaldab sisule mugavat juurdepääsu, näiteks hingedega kaas või piisavalt suur - piisavalt eemaldatav kaas.
Toote disain &. Hallitus

Kuidas teha kvaliteetset plastlogistikakasti vormi?
1. Materjali valik
• Valige sobivad vormimaterjalid vastavalt sellistele teguritele nagu eeldatav tootmismaht, kasutatav plastmaterjal ja nõutav täpsus. Tavaliselt kasutatavate materjalide hulka kuuluvad terasesulamid nagu P20 ja H13. Nendel materjalidel on hea kõvadus, kulumiskindlus ja kuumtöötlusvõime.
2.Masintöötlemine
• Jäme töötlemine: kasutage töötlemismeetodeid, nagu freesimine ja treimine, et eemaldada suurem osa üleliigsest materjalist vormitoorist, et kujundada ligikaudu vormi kuju.
• Lõpeta töötlemine: kasutage täppistöötlusseadmeid, nagu CNC-töötlemiskeskused, et saavutada vormiõõnsuse, südamiku ja muude võtmeosade ülitäpne töötlemine, et tagada pinna karedus ja mõõtmete täpsus nõuetele. See protsess hõlmab ka detailide, näiteks jahutuskanalite töötlemist.

3. Kuumtöötlus
• Tehke töödeldud vormiosade kuumtöötlusprotsesse, nagu karastamine ja karastamine, et parandada vormi kõvadust ja tugevust ning pikendada selle kulumiskindlust ja kasutusiga.
4. Pinnatöötlus
• Kandke vormiõõne pinnale pinnatöötlusi, nagu poleerimine, katmine või tekstureerimine. Poleerimine võib parandada toodetud plastosade pinnaviimistlust ja katmine võib suurendada vormi korrosioonikindlust ja vabanemist.
5.Kokkupanek ja silumine
• Pange kokku vormi erinevad komponendid, sealhulgas õõnsus, südamik, väljatõmbesüsteem ja väravasüsteem, ning veenduge, et montaaž on täpne ja liikumine sujuv. Seejärel viige läbi proovikäitamised ja silumine sobiva survevalumasinaga, reguleerige parameetreid, nagu süstimisrõhk, temperatuur ja tsükliaeg, et optimeerida vormi täitmise ja vormist eemaldamise protsesse, kuni saab stabiilselt toota kvalifitseeritud plastist logistikakaste.
See on keeruline protsess, mis nõuab tavaliselt kogenud vormivalmistajate ja täiustatud tootmisseadmete osalemist.
Mida'Kas terase tüüp sobib logistiliste kastide vormide jaoks?

Plastist logistikakarbi vormide jaoks sobivad mitut tüüpi terast:
1.P20 teras
See on eelkarastatud teras. P20 terasel on hea töödeldavus, mis tähendab, et seda saab vormi valmistamise protsessis hõlpsasti vormida ja detaileerida. Samuti pakub see head tasakaalu jõu ja sitkuse vahel. Karastatud pind talub survet ja hõõrdumist plastist logistikakastide survevalu ajal ning sellel on suhteliselt pikk kasutusiga.
2.H13 Teras
H13 on kuumtöödeldud stantsitud teras. Sellel on suurepärane kuumuskindlus, mis on ülioluline, kuna survevaluprotsessi käigus puutub vorm sageli kokku kõrge temperatuuriga plasti sulamisega. See suudab säilitada oma mehaanilisi omadusi ja mõõtmete stabiilsust kõrge temperatuuri tingimustes. Sellel on ka kõrge tugevus ja hea kulumiskindlus, mis sobib plastist logistikakastide suurte tootmisnõuetega vormidele.
Kuidas meie logistikakasti hallitust hooldada?

1.Regulaarne puhastamine
Pärast iga kasutamist puhastage vorm hoolikalt, et eemaldada jääkplastid, praht ja muud mustused. Võite kasutada tööriistu, nagu messingist traatharjad, et puhastada õrnalt süvendit ja südamikupindu ilma vormi pinda kriimustamata.
Tugevate plastijääkide lahustamiseks ja eemaldamiseks kasutage sobivaid lahusteid, näiteks spetsiaalseid hallituspuhastusvahendeid. Veenduge, et lahusti ei söövitaks hallitusmaterjali.
2.Määrimine
Kandke määrdeaineid vormi liikuvatele osadele, nagu ejektori tihvtid ja liugurid. Kvaliteetsed määrdeained võivad vähendada hõõrdumist, vältida kulumist ja tagada nende osade sujuva liikumise vormi eemaldamise käigus.
3.Ülevaatus ja remont
Kontrollige korrapäraselt vormi kulumise, pragude või muude kahjustuste suhtes. Keskenduge sellistele aladele nagu õõnsuse pind, eraldusjoon ja ejektorisüsteem. Kui leiate probleeme, parandage need õigeaegselt. Väiksemaid pinnakahjustusi saab parandada poleerimise ja muude meetoditega ning tõsisemad kahjustused võivad vajada keevitamist ja uuesti töötlemist.
4.Rooste vältimine
Kui vormi pikka aega ei kasutata, võtke kasutusele roostetõrjemeetmed. Katke vormi pind roostevastase õliga, et moodustada kaitsekile ja vältida hallituse roostetamist niiskuse ja muude tegurite mõjul.
5. Õige ladustamine
Säilitage vormi kuivas, ventileeritavas ja sobiva temperatuuriga keskkonnas. Vältige selle hoidmist kohas, kus on kõrge õhuniiskus või palju tolmu. Vormi deformeerumise vältimiseks võite kasutada vormihoidlaid, et hoida vormi püstises asendis.
Pakend &. Kohaletoimetamine

Hallituse komponendid
Vormi teras

Kuuma jooksja süsteem

Standardosad

Klientide tagasiside

KKK
K: Kuidas määrata mitmeõõnsusega vormi jaoks parim õõnsuse paigutus?
V: Võtke arvesse logistikakasti suurust ja kuju, sissepritsevormimismasina olemasolevat kinnitusjõudu ja vajalikku tootmismahtu. Püüdke tasakaalustada vormitäidet õõnsuste vahel ühtlaselt, et tagada osade ühtlane kvaliteet. Näiteks kui kast on suur, võib ebapiisava kinnitusjõuga seotud probleemide vältimiseks sobida paremini ühe- või kaheõõnsusega vorm.
K: Millised disainifunktsioonid on lihtsaks vormist eemaldamiseks olulised?
V: Piisavad tõmbenurgad kasti konstruktsiooni vertikaalsetel pindadel on üliolulised. Tavaliselt on soovitatav süvisenurk 1 - 3 kraadi. Arvestage ka väljutussüsteemi asukohta ja konstruktsiooni, näiteks väljutustihvtid, mis on paigutatud kasti mittenähtavatele või mittefunktsionaalsetele aladele, et vältida lõpptootele jääke.
K: Milline terase klass on keskmise mahuga tootmisvormi jaoks kõige kuluefektiivsem?
V: P20 teras on sageli hea valik keskmise mahuga tootmiseks. Sellel on hea töödeldavus, seda saab eelkarastada ning see tagab mõistliku tasakaalu kulude ja jõudluse vahel. See talub keskmise pikkusega tootmismahus plastikust logistikakastide vormimisega seotud survet ja kulumist.
K: Kuidas valida vormipinna kattematerjali?
V: Plastist logistikakarbi vormide puhul võib kasulik olla nakkumatu kate nagu PTFE-põhine kate. See aitab plastosa hõlpsalt vabastada ja võib pakkuda ka mõningast korrosioonikindlust. Kattekihi valimisel arvestage vormitava plasti tüüpi ja eeldatavat tsüklite arvu.
K: Mis on vormi mõõtmete vastuvõetav tolerantsivahemik?
V: Tolerants sõltub kasti suurusest ja nõutavast täpsusest. Üldiselt võib suuremate logistikakastide puhul olla vastuvõetav tolerants ±{{0}}.1 - 0,3 mm vormiõõnsuse üldmõõtmete puhul. Siiski võib kriitiliste funktsioonide, nagu kinnitusavad või vastaspinnad, puhul olla vajalik rangem tolerants, umbes ±0,05 mm.
K: Kuidas ma saan tagada jahutuskanalite töötlemise täpsuse?
V: Kasutage täiustatud CNC-töötlustehnikaid ja täpseid tööriistu. Jahutuskanalid tuleks puurida või freesida ülitäpsete seadmetega ja seejärel kontrollida kontrollimistööriistade, näiteks boroskoopide abil. Kanalitel peab olema sile viimistlus, et tagada tõhus soojusülekanne ja vältida kuumade kohtade tekkimist hallituses.
K: Milliseid põhipunkte tuleb vormi kokkupanekul kontrollida?
V: Kontrollige õõnsuse ja südamiku komponentide õiget joondust. Veenduge, et väljatõmbesüsteem töötab sujuvalt ja ilma sidumiseta. Samuti veenduge, et tõkestussüsteem on õigesti paigaldatud ning et sellel pole lekkeid ega ummistusi. Näiteks peaks kandepuks olema kindlalt paigal ja joondatud vormimismasina sissepritseseadmega.
K: Kuidas teha tõrkeotsingut valuvormi testimise etapis?
V: Kui esineb probleeme, nagu lühikesed kaadrid (mittetäielik täitmine), kontrollige esmalt süstimisrõhku, temperatuuri ja kiiruse sätteid. Kui karbil on iluvigu, uurige vormiõõne pinnaviimistlust ja vormikatte kvaliteeti. Vormi eemaldamise probleemide korral vaadake üle tõmbenurgad ja väljaviskesüsteemi toimimine.





