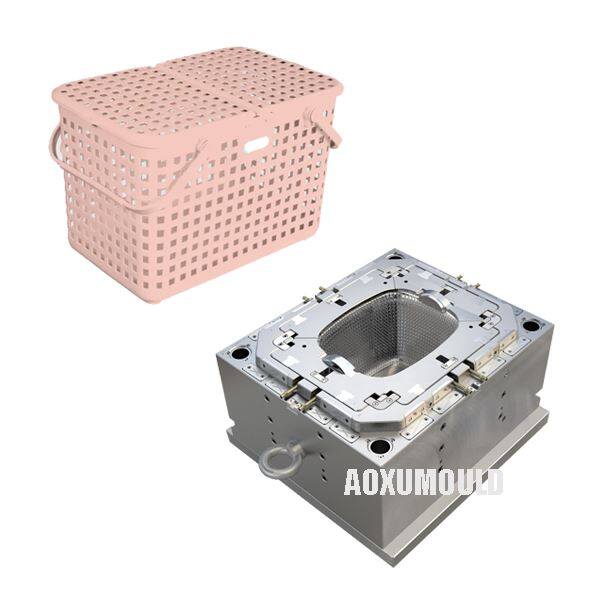




Hallituse spetsifikatsioonid
|
Hallitusnimi |
Plastist ladustamisvorm |
|
Tootematerjal |
Lk, plast |
|
Tootesuurus |
450x400x420mm |
| Tootekaal | 1,5 kg |
|
Hallitusmaterjal õõnsusele &. Tuum |
P20, 718, 2738 |
|
Õõnsus |
1 õõnsus |
|
Süstimissüsteem |
Kuumad jooksjad 4 -punktilised väravad |
|
Sobiv süstimismasin |
650T |
|
Hallituse suurus |
850x800x 860 mm |
|
Hallituse eluiga |
Rohkem kui 500, 000 pcs |
Kuidas ladustajad vormitakse?

1. Materjali ettevalmistamine
>Plastist graanulite valimine: levinumate materjalide hulka kuuluvad PP (polüpropüleen), HDPE (suure tihedusega polüetüleeni) või ABS, mis põhineb tugesel, paindlikkusel ja kuluvajadustel.
>Kuivatamine (vajadusel): enne vormimist tuleb niiskuse eemaldamiseks kuivatada mõned plastikud (nagu ABS).
>Värvide segamine (valikuline): värviliste korvide jaoks võib lisada MasterBatchi või vedelaid värvaineid.
2. süstimisvormimismasina seadistus
>Kinnitusüksus: hoiab hallitust kindlalt kõrgsurve all.
>Süstimisüksus: sulab ja süstib plasti vormi.
>Hallituse paigaldamine: masina külge paigaldatakse hoiukorv hallitus (terasest).
3. süstimisvormimisprotsess samm-sammult
1. samm: vormi sulgemine
Vormi kaks poole (südamiku ja õõnsus) on kokku kinnitatud kõrgsurve all (tavaliselt 50–500 tonni, sõltuvalt korvi suurusest).
2. samm: plastist sulamine ja süstimine
Plastigraanulid juhitakse soojendusega tünnisse (sõltuvalt materjalist 180–280 kraadi).
Kodukas kruvi surub sulaplasti hallituse õõnsusesse kõrgsurvega (500–1 500 baari).
3. samm: jahutus ja tahkestamine
Plastik jahtub vormi sees (jahutusaeg varieerub vahemikus 10–60 sekundit).
Vormi jahutuskanalid aitavad protsessi kiirendada.
4. samm: vormi avamine ja väljutamine
Halv avaneb ja ejektori tihvtid lükkavad korvi välja.
Kompleksse kujunduse (nagu virnastatavad korvid) jaoks võivad stripparplaadid aitaksid väljaheidet.
5. samm: järeltöötlus (vajadusel)
Kärbimine: liigne plastik (välk) eemaldatakse.
Pinna töötlemine: tekstuurimine, printimine või kokkupanek (kui korvil on eraldi kaas).
Kas ladustamisvormi teebsKas vajate kuuma jooksja vormimist?
See, kas salvestuskorvi hallitus nõuab kuuma jooksja süsteemi, sõltub mitmest võtme tegurist. Siin on lühike professionaalne analüüs:
Soovitus:
Enamiku ladustamiskorvi tootmiseks on külmad jooksjasüsteemid tavaliselt piisavad ja kulutõhusamad. Kuumad jooksjad on üldiselt õigustatud:
1. väga suure mahuga tootmine (100, 000+ ühikud)
2. Täiuslikku värava esteetikat vajavad esmaklassilised korvid
3. Mitme õõnsusega vormid (4+ õõnsused), kus materjali kokkuhoid muutub oluliseks
Tehnilised kaalutlused:
1. Materjali kokkuhoid: kuumad jooksjad kõrvaldavad jooksjajäätmed, kuid hoiukorvid kasutavad sageli odavat plasti (PP\/HDPE), kus materjali kokkuhoid ei pruugi õigustada lisakulusid.
2. Osa kvaliteet: kuigi kuumad jooksjad pakuvad paremat värava kvaliteeti, on salvestuskorvid funktsionaalsed tooted, kus väiksemate väravajäljed on tavaliselt vastuvõetavad.
3. Hallituse keerukus: ladustamisvormid on sageli suured, kuid suhteliselt lihtsad - külmade jooksjaid on lihtsam hooldada ja parandada.
4. tootmisskaala: kuumade jooksjate purunemispunkt toimub tavaliselt umbes 500, 000 tsüklit - hinnake oma tootmismahtu hoolikalt.
Enamiku tootjate jaoks pakub hästi läbimõeldud külmajooksja süsteem, millel on korraliku väravaga (eelistatavalt allveelaevade või tunneliväravad) parimat kulusid ja jõudlust ladustamiskorvi tootmiseks. Kuumaid jooksjaid tuleks arvestada ainult siis, kui tootmismaht õigustab selgelt täiendavat 30-50% hallituse kulude suurenemist.
Toote ja. Vorm

Kuidas kujundada hoiukorv hallituse struktuuri?
1. määratlege korvi- ja kaane nõuded
>Enne vormi kujundamist viimistlege toote spetsifikatsioonid:
>Mõõtmed (pikkus × laius × kõrgus, sealhulgas kaas)
>Seina paksus (tavaliselt 2–3 mm tugevuse ja kaalu tasakaalu tagamiseks)
>Materjal (lk, HDPE või ABS paindlikkuse ja löögikindluse jaoks)
>Kandevõime (määrab ribi tugevdamise vajadused)
>Kaane kinnitusmeetod (Hinged, SNAP-FIT või eraldi)
2. Konstruktsioonilise kujunduse kaalutlused
A. Korvi korpuse kujundus
>Alus ja külgseinad:
Lisage tugevdamiseks ribid (kui oodata on raskeid koormusi).
Hallitusest hõlpsaks väljutamiseks lisage süvitusnurgad (1–2 kraadi).
Ventilatsiooni augud (vajadusel õhuvoolu jaoks) peaksid olema ühtlaselt paigutatud.
>Virnatavuse funktsioon: stabiilse virnastamise jaoks ülemises\/allosas asuvad disainiga seotud veljed.
>Käepidemed: integreeritud käepidemed (vormitud korvi osana) või väljalõigatud haarded.
B. kaane kujundus
>Hinged kaas vs SNAP-on-kaane: Hinged (elav liigend): nõuab õhukest, painduvat sektsiooni (tavaliselt PP).
>Snap-Fit kaas: vajab turvalise sobivuse jaoks täpseid alalõikeid ja tolerantsi.
>Kaane tugevdus:
Lisage väändumise vältimiseks ribid.
Kui vaja on õhukindlat ladustamist, veenduge tasane tihenduspind.
>Käepide või käepide: vormitud käepide või sõrme sooned hõlpsaks avamiseks.
3. Hallituse kujundamise kaalutlused
A. Jagamisliin ja südamik\/õõnsus
Jagamisliin peaks minimeerima nähtavaid õmblusi (tavaliselt korvi ülemist serva).
Tuuma ja õõnsuse lisad peavad välgu vältimiseks (liigne plastik) täpselt joondama.
B. Väljavisioonisüsteem
Ejektori nööpnõelad peaksid korvi ilma nähtavatele pindadele märgistusteta välja lükkama.
Sügavate korvide jaoks võib sujuvaks väljutamiseks vaja olla stripparplaate.
C. Alusrakud (SNAP-FIT kaanede jaoks)
Snap-sobivate funktsioonide jaoks võib olla vajalik külgtoimingud (liugurid) või kokkupandavad südamikud.
Elava liigendi kasutamisel veenduge nõrkade laikude vältimiseks korralik jahutamine.
D. Jahutussüsteem
Konformaalsed jahutuskanalid aitavad vähendada tsükli aega ja väändumist.
Kriitiline ühtlase jahutamise jaoks, eriti paksude sektsioonide (käepidemed, ribid) ümber.
E. õhutamine
Nõuetekohane õhutamine hoiab ära õhupüüdurid (põlemisjäljed) sügavates sektsioonides
Hallituse komponendid
Hallitusratas

Kuum jooksja süsteem

Standardosad

Kuidas valida hallituse terasest tüüpi hoiukorv hallitus?

1. Enamiku tootjate jaoks: 718H (1,2738) pakub tüüpilise salvestuskorvi tootmiseks parimat kulu ja jõudlust.
Kui hind on peamine mure: P20 pakub väiksemate tootmisvõistluste jaoks piisavat jõudlust.
2. Maksimaalse vastupidavuse tagamiseks: üle 500 tootmisel on soovitatav H13, 000 ühikut või klaasiga täidetud materjalide kasutamist.
Erilised kaalutlused:
3. Korrosioonikindluse korral (toidukvaliteedilised rakendused): kaaluge roostevabast terasest võimalusi
4. Tekstuuriga pindade jaoks: 718H annab suurepäraseid tulemusi
5. Kõrge läikega viimistlus: kõrgemad karedus terased nagu H13 või S136
Pakett &. Tarnimine

KKK
>1. Kas saate kohandada salvestuskorvi hallituse suurust ja kuju vastavalt meie nõuetele?
Jah, saame kohandada hoiukorvivormi suurust, kuju ja kujundust vastavalt teie konkreetsetele nõuetele.
>2. Milliseid materjale kasutate hoiukorvivormi valmistamiseks?
Vormi alus: karastatud teras (P20, 718, H13)
Plastist materjali valikud: PP, HDPE, ABS või PS (sõltuvalt korvi nõuetest).
>3. Kui kaua võtab aega salvestuskorvi vormi tootmine?
Ladustamisvormi tootmisaeg võib varieeruda sõltuvalt vormi keerukusest ja suurusest. Tavaliselt võtab see 45-55 päevi. Siiski püüame hallituse õigeaegselt toimetada.
>4. Kas pakute enne masstootmist proovkorve?
Jah, me pakume enne täielikku tootmist T1 proovide (esimesed proovinäidised).
K: Kas pakute müügijärgset tuge salvestuskorvi hallitusele?
>5. Mis on maksetingimused?
TT, 40% sissemakse, 30% makstakse enne proovi saatmist, 30% saldo enne hallituse kohaletoimetamist.
>6. Kas pakute müügijärgset tuge hoidmiskorvi hallituse jaoks?
Jah, pakume müügijärgset tuge, et lahendada kõik probleemid või probleemid, mis teil võib olla salvestuskorvi hallitusega.
>7. Kas saate aidata hoiukorvormi paigaldamisel ja hooldamisel?
V: Jah, optimaalse jõudluse tagamiseks saame varude paigaldamise ja hooldamisel abi.
>8. Kuidas tagada hallituse kvaliteet?
Täpne töötlemine (CNC, EDM, lihvimine)
Hallituse voo analüüs (defektide nagu väändumise\/valamute märkide vältimiseks)
Kvaliteetsed ülevaatused (mõõtmete kontroll, proovitükid)
Klientide tagasiside






